上一条:冲压拉伸模具的孔速度应该怎么修复
下一条:冲压拉伸模具的工艺特点
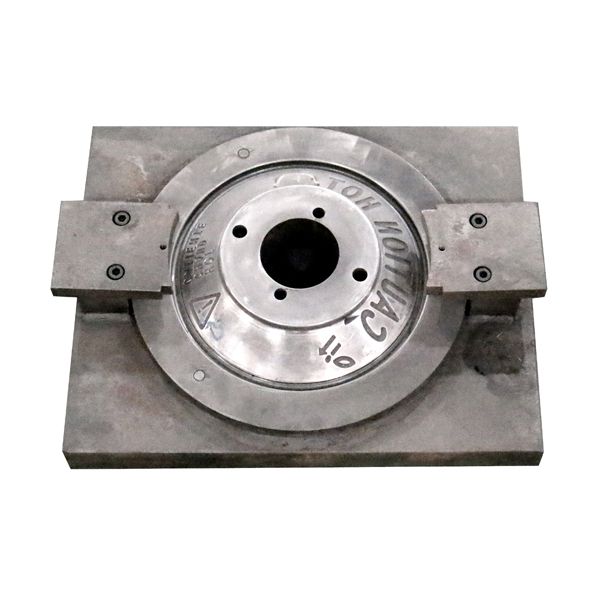
永康冲压模具在运用中由于各种原因引起的崩刃,都会对制件的质量产生必定的影响。它是永康冲压模具修补中常见的修补内容之一,下面冲模制作、冲压拉伸模具及冲压模具厂家来讲讲对刀口的崩刃修补过程如下:
(1)根据崩刃的情况,假如崩刃很小时,一般要将崩刃处用砂轮机磨大些,以保证焊接结实,不易再次崩刃;
(2)用相应的焊条进行焊接,目前咱们采用的是D332焊条来对刃口进行堆焊。堆焊之前必定要选好修补的基准面,包含空地面和非空地面;
(3)将刃口的非空地面修平(参阅事前留下的基准);
(4)对照过渡件进行划线,假如没有过渡件可以用事前留下的基准进行粗磨空地面;
(5)上机台对空地面进行修配,可凭仗粘土等辅助研配。在修配过程中必定要当心,开动压力机时尽量慢,必要时用装模高度调整向下开,以防止刀口啃坏的现象发生;
(6)刀口空地要合理,关于钢板冲压模,单边刀口空地取板料厚度的1/20。但在实际操作过程中,可以用板料试冲的方法来查验空地的大小,只需剪切后制件的毛刺到达要求即可,一般情况下,毛刺大小的断定标准是,毛刺高度不大于板料厚度的1/10;
(7)检测刀口的空地面是否与剪切的方向一致;
(8)空地配好后,用油石将刀口的空地面推光滑,以减小出产中板料与刀口的磨擦及废料下落的阻力。