上一条:永康冲压拉伸模具的维护保养
冲压模具各部分加工制作完成后,即可进入装配阶段。由于模具零件精度高、误差小,为了确保冲压模具的正常作业,除了精确认位外,还应安排正确的装置次序。接下来,永康冲压拉伸模具、冷冲模制造及冲压模具厂家为您详细讲解。
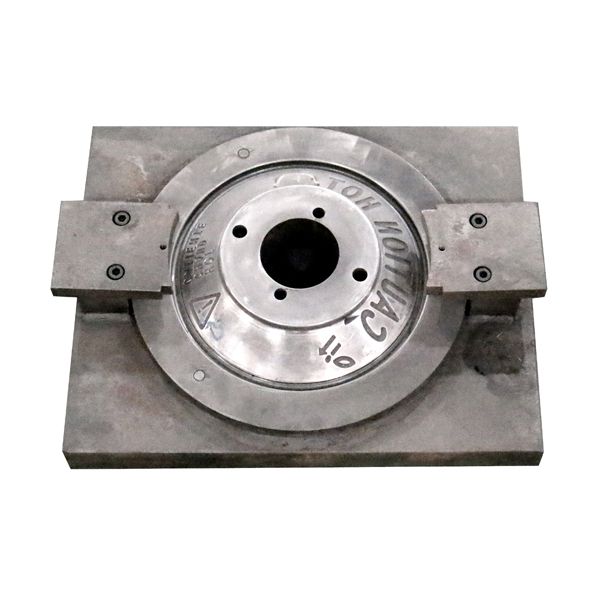
1、冲压模具上下模座装置在冲床或冲床滑块上,下模座装置在冲床或冲床作业台上。上下模座固定后,可将模件装置在模座上,以确保装置方位正确、精确,防止误差导致模具正常作业。
2、冲压模具和凹模装置时,应留有均匀的下料间隙,以确保冲压质量,延长冲压模具的使用寿命。上下模的装配次序应根据模具结构确认,有导柱和无导柱的模具的装置应确认不同的装置方法。关于杂乱的冲压模具装置,需要根据上下模件装置的有限尺寸确认合理的装配次序。有时装置次序不妥不只影响后续的装置作业,而且可能无法装置,因此正确的装置次序至关重要。
3、冲压模具暂时修理是指不需要折叠、只需要在机器上成型或只需要修理的零件。