下面冷冲模制造、冲压拉伸模具及冲压模具厂家来讲讲冲压模具切边不齐的解决方法。
1)冲压模具定位偏移,须调整定位。
2)有单边成型,拉料加大压料力,调整冲压模具的定位。
3)冲压模具设计错误,造成接刀不平重新线割切边刀口镶块。
4)冲压模具送料禁绝调整送料器。
5)送料步距核算有误重新核算步距,重定冲压模具的接刀位。
散热板
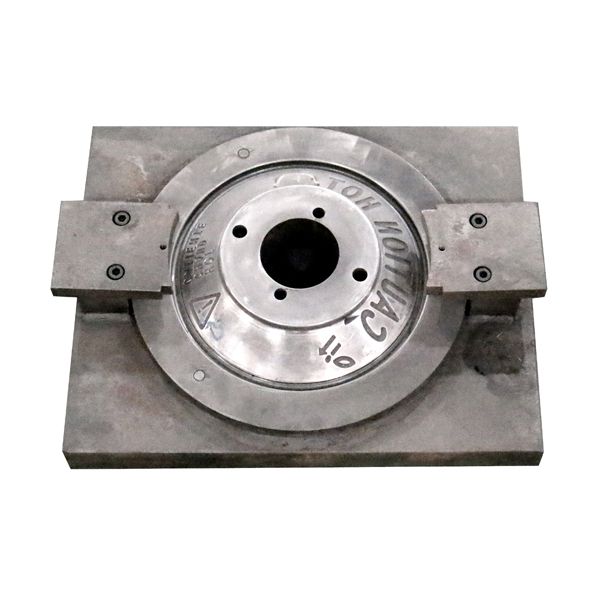
点火灶支架成形模
倒角机刀架
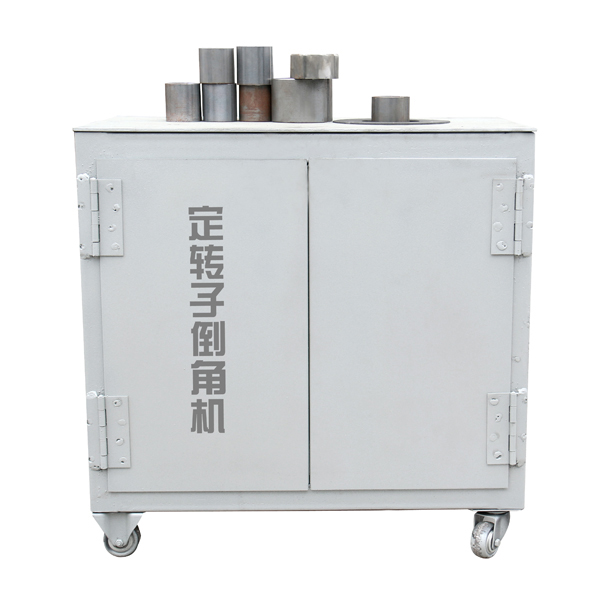
定转子倒角机