上一条:普遍的冲模制造工艺
下一条:提高冲压拉伸模具耐用度的方法
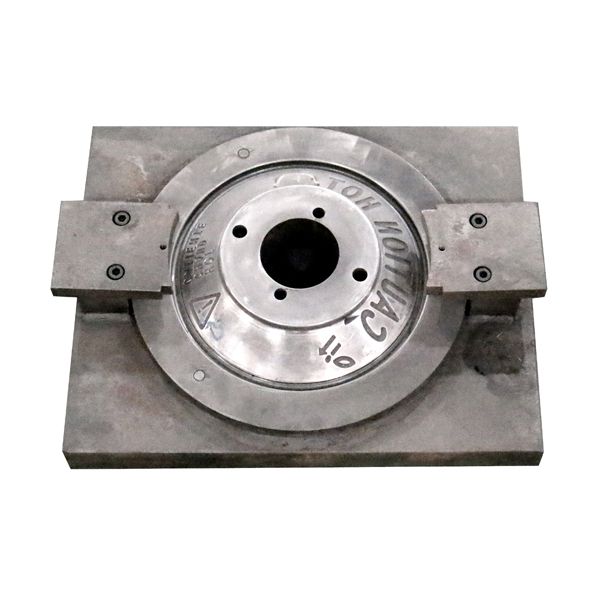
现在许多产品都是是冲压模具加工出来的,可是许多朋友在安装冲压模具的时候并不了解冲压模具的安装步骤,下面跟冲模制造、冲压拉伸模具及冲压模具厂家一同来看一下冲压模具的安装进步骤是怎么样的吧。
1、按冲压模具的闭合高度,调整压力机滑块的高度,使滑块不才止点时其底面与作业台面之间的距离大于冲压模具的闭合高度。
2、将滑块升到上止点,冲压模具放在压力机作业台面规矩的方位,再将滑块停不才止点,然后调理滑块的高度,使其底平面与冲模座上平面触摸。带有模柄的冲模,应使模柄进入模柄孔,并通过滑块上的压块和螺钉将模柄固定住。关于无模柄的大型冲模,一般用螺钉等将上模座紧固在压力机滑块上,并将下模座开端固定在压力机台面上(不拧紧螺钉)。
3、接着将压力机滑块上调整3-5mm,开动压力机,窄程1-2次,将滑块停不才止点,固定住下模座。
4、进行试冲,并逐渐调整滑块到所需的高度,如上模有顶杆,则应将压力机上的卸料螺栓调整到需要的高度。